- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

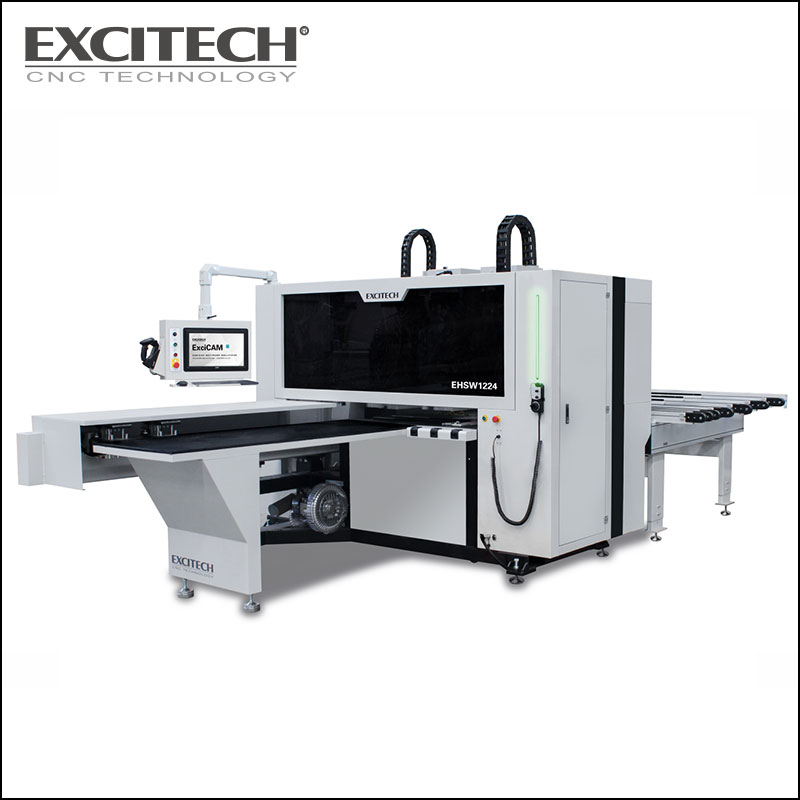
How to manually program a CNC drilling machine
1. Analyze the pattern and determine the process
When processing parts on a CNC drilling machine, the original data obtained by the craftsman is the part drawing. According to the part drawing, you can analyze the shape, dimensional accuracy, surface roughness, workpiece material, blank type and heat treatment status of the part, and then select the machine tool and tool to determine the positioning and clamping device, processing method, processing sequence and cutting amount. size. In determining the process, the command function of the CNC drilling machine used should be fully considered, and the efficiency of the machine tool should be fully utilized, so that the processing route is reasonable, the number of tools is small, and the processing time is short. In addition, relevant process technical documents should be filled in, such as CNC machining process card, CNC tool card, tool path map, etc.
2. Calculate the coordinate value of the tool path
According to the geometric size of the part drawing and the programmed coordinate system, the motion track of the tool center is calculated to obtain all tool position data. General numerical control systems have the functions of linear interpolation and circular interpolation. For contour processing of relatively simple planar parts (such as parts composed of straight lines and circular arcs), only the starting point, end point and arc of geometric elements need to be calculated. The coordinate value of the center of the circle (or the radius of the arc), the intersection or tangent point of two geometric elements. If the CNC system has no tool compensation function, the coordinate value of the motion path of the tool center must be calculated. For parts with complex shapes (such as parts composed of non-circular curves and curved surfaces), it is necessary to approximate the actual curve or curved surface with a straight line segment (or arc segment), and calculate the coordinate value of its node according to the required machining accuracy.